A new SYNERGi automation system from Mills CNC has helped Bindon Engineering improve an existing in-house machining process by eliminating frequent, disruptive and costly manual part loading and unloading operations.
The installation of the SYNERGi Sprint automated manufacturing cell, dedicated to machining high-precision centre column (activator) parts for a long-term customer, has minimised downtime and optimised workflows, resulting in continuous, uninterrupted production and faster turnaround times.
Mills CNC, the exclusive distributor of Zayer and DN Solutions machine tools in the UK and Ireland, and a supplier of high-productivity automation solutions to component manufacturers, has recently supplied Bindon Engineering Ltd., a leading precision subcontract specialist based in Poole, Dorset, with a new, bespoke SYNERGi Sprint automation system.
The system, designed by Mills CNC’s automation application engineers and installed at Bindon Engineering’s 36,000sq. ft. facility in July 2025, has significantly improved an existing machining process previously developed by the company, some years earlier, to machine high-precision centre column (activator) parts, in small-to-medium batch sizes, on one of its existing multi-tasking turning centres.
The integration of the SYNERGi Sprint automation system with a (Doosan) 10” chuck Puma TT 2500SY twin-turret, twin-spindle turning centre with Y-axis capabilities, supplied by Mills CNC in 2019, has helped create a new, more efficient automated machining process that is far less labour intensive (i.e., manual part loading and unloading operations), and is geared to continuous production.
Since being installed, the SYNERGi Sprint automated manufacturing cell has been operating to full capacity and has helped Bindon Engineering improve its productivity, increase process efficiencies and achieve faster turnaround times.

About Bindon Engineering
Bindon Engineering, established in 1966, and employing 50 people, is a private, family-owned precision subcontract specialist renowned for the quality and reliability of its machining (i.e., milling and turning) and inspection services.
The company, committed to continuous improvement, regularly invests in new CNC machine tools to increase its machining capacity and capabilities with many of the machines acquired having some element of built-in automation i.e., twin-pallet vertical and horizontal machining centres, gantry loader lathes, and lathes with sub-spindles, Y-axes and driven tools etc.
“Improvement is the name of the game, and we are always looking at ways to increase our productivity and reduce inefficiencies.
“Machines with built in automation and multi-tasking capabilities characterise many, if not most, machine tool investments we have made over the last 25- to 30-years.”
Ian Lawrence, Managing Director at Bindon Engineering
Bindon Engineering has developed strong relationships with Mills CNC over the years and, since the late 1990s, has acquired over 25 machines (machining centres and lathes) from the company. In 2022, Bindon Engineering also made its first robot acquisition when it invested in a Doosan M0617 cobot from Mills and integrated it with one of its existing Doosan milling machines.
“We have a good relationship with Mills CNC.
“The machines they sell, and support, deliver excellent cutting performance and are reliable and competitively-priced. Furthermore, they are often available from stock facilitating their immediate delivery.
“Mills’ technical, applications and after-sales service and support are also worthy of special mention and cannot be faulted.”
Ian Lawrence, Managing Director at Bindon Engineering

SYNERGi automation investment – rationale
Bindon Engineering machines high-precision valve and actuator parts for customers across a range of processing industries and sectors i.e., oil and gas, petrochemical, water/waste water treatment, pharmaceutical etc.
These parts, made from steels, stainless steels, aluminium, exotics etc., are machined to tight, tied-up tolerances (+/-0.02mm) and high surface finishes (Ra 0.4μm), and are typically processed in small-to-medium batches – up to 7,000-off at the top end.
“We regularly monitor and benchmark the performance of our machine shop in order to identify production bottleneck and pinch points.
“So, at the tail-end of 2024, when a long-term customer announced that it would be renewing, and indeed would be ramping up, its requirements for its high-precision centre columns, we reviewed our existing machining capacity and capabilities to make sure we would be able to meet the increase in demand.”
Ian Lawrence, Managing Director at Bindon Engineering
Bindon Engineering determined that the machining process it had previously developed, and that was already in place, using the full multi-tasking capabilities of its twin-turret, twin-spindle TT 2500SY machine could be made more efficient and improved through automating the part loading and unloading elements of the process which were deemed to be ‘too labour intensive’.
“Owing to our well-established and long-standing relationships with Mills CNC, and the fact that the TT 2500SY was acquired from them in the first place, we contacted Mills in January 2025 and, following several discussions, it was agreed that they would design and develop a robot load/unload solution for us, based on their SYNERGi Sprint system, and integrate it with our TT 2500SY.”
Ian Lawrence, Managing Director at Bindon Engineering
The old process
Centre columns machined on the TT 2500SY are made from different length and diameter pre-cut EN 8 steel tube and, utilising the full multi-tasking capabilities of the lathe, are machined to completion (i.e., all front- and back-end operations) in one hit.
Part cycle times are typically around 10 minutes long, with accuracies hitting 0.03mm on selected features.
“The process is repetitive and labour intensive, and requires an operator being available to load individual steel tube blanks, at the start of the process, into the machine’s left spindle and, when machining operations have been completed, to unload finished parts from the machine’s right spindle.
“Because part cycle times are short, the operator is virtually tied-up (all day) tending the machine.”
Ian Lawrence, Managing Director at Bindon Engineering
The new process
The new process centres around the recently-acquired SYNERGi Sprint system that comprises the following elements:
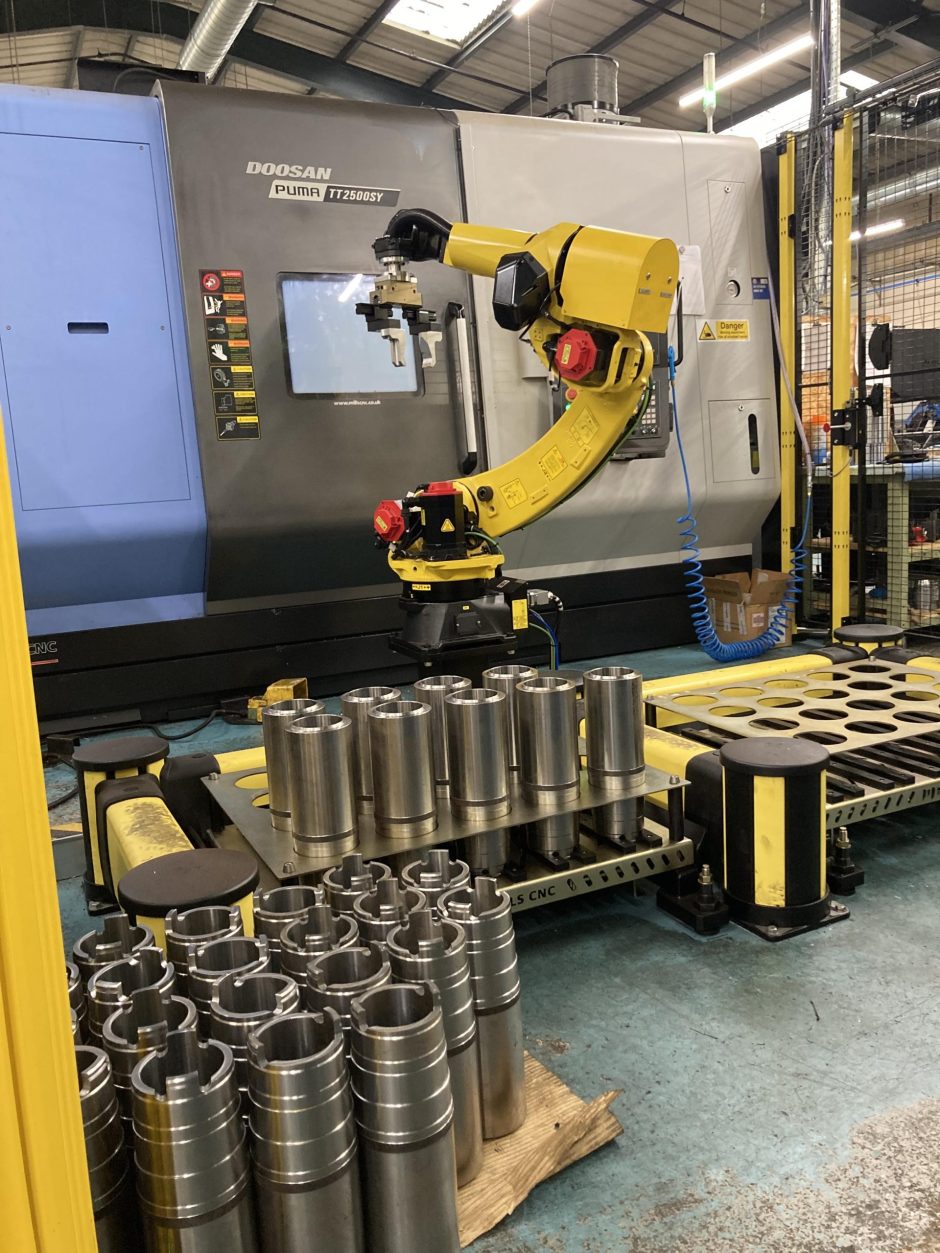
- a Fanuc 25kg payload capacity industrial robot with a 2-jaw pneumatic gripper end-effector positioned in front of the TT 2500SY.
- industrial safety guarding and SICK light curtains/barriers that enclose the cell and provide a reliable, non-intrusive and efficient safety solution.
- two, separate, input (load) and output (unload) stations, with a 20-socket laser-cut fabricated, zinc-coated grid plate sitting on top of each.
- a 17” touchscreen HMI powered by Mills’ proprietary SYNERGi software.

Cell operation
The newly-designed automated machining process begins with the operator loading the left grid plate with 20 steel tube blank workpieces.
The robot picks up each workpiece in a programmed sequence and, taking advantage of the TT 2500SY’s auto door opening facility, loads individual parts in the machine’s left spindle.
The door then closes, automatically, to enable all machining operations (i.e., turning diameters, knurling, slotting etc,), to be undertaken seamlessly and in one hit.
Once completed, the robot takes the finished machined part from the machine’s right spindle and places it in a predetermined, designated position on the output grid plate, and the sequence begins again until the 20-part batch has been machined.
Cell advantages
Bindon Engineering’s SYNERGi Sprint automated manufacturing cell is fast, productive and efficient, enabling (virtually) continuous centre column batch production to occur with significantly reduced labour involvement.
“The investment in automation is really paying dividends. Turnaround times have improved, and we have optimised the production capacity of the TT 2500SY lathe.
“Furthermore, our SYNERGi Sprint cell is backed by Mills’ remote assistance which provides us with expert advice and diagnostic support should and when we need it.”
Ian Lawrence, Managing Director at Bindon Engineering
Although the cell is working well, the company is looking at further refinements and enhancements in the future by potentially integrating CMM technology (i.e., part inspection) into the process enabling it to operate unmanned, 24/7.

Final word
“With labour costs being as high as they are, and with no sign of them reducing, UK component manufacturers need to fully embrace automation and the unmanned operation of their machines in order to improve productivity and maintain their competitive edge.
“The investment in the SYNERGi Sprint system provides further evidence that this is the direction of travel for Bindon Engineering.”
Ian Lawrence, Managing Director at Bindon Engineering